直圧式サンドブラスト装置
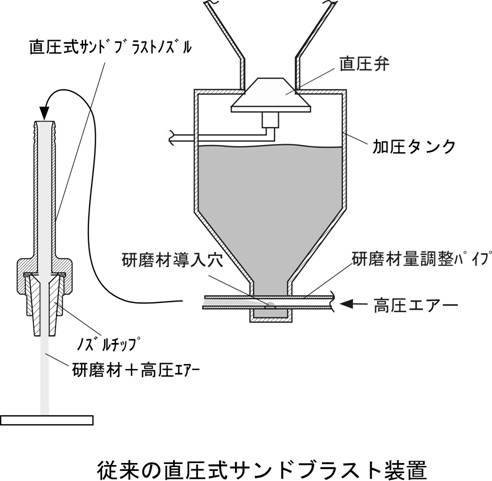
従来一般的に使用されたきた直圧式サンドブラスト装置は、図に示すよう研磨材を充填した加圧タンク内を加圧して研磨材を研磨材導入穴より研磨材量調整パイプに導入し、別途研磨材量調整パイプに高圧エアーを導入する。
この高圧エアーにより加圧タンク内の研磨材をサンドブラストホースを通って直圧式サンドブラストノズルに供給してノズルチップより研磨材を噴射してサンドブラスト加工を行う。
直圧式サンドブラスト装置の場合は、サクション式と異なりノズルから加圧された研磨材と高圧エアーの混合流体が直接噴射されるため、サクション式と比較して高いパワーで加工することができ、ノズルから噴射された研磨材も拡散することまっすぐに噴射される。
また噴射するノズル形状も丸以外にスリット等いろいろなノズルから噴射することが可能となり、例えばパイプの内面等狭い部分の加工も容易にできるようになる。
しかしながら加圧した研磨材を噴射するため、構造が複雑になり噴射する研磨材の量をコントロールすることも難しくなる。
そのため装置の価格も高価になるが、その分噴射を精度良くコントロールできれば加工能力が高くより効率良く精度の高い加工が可能となる。
サクション式ブラスト装置の場合は加工能力を上げるためにノズル本数を増やす必要があるが、直圧式サンドブラスト装置の場合はノズルチップの口径を倍にすると倍以上に能力を上げることが可能になる。
またサクション式ブラスト装置の場合はノズルが摩耗して広がると加工能力は下がるが、直圧式の場合は逆にノズルが摩耗すると加工能力が上がる傾向にある。